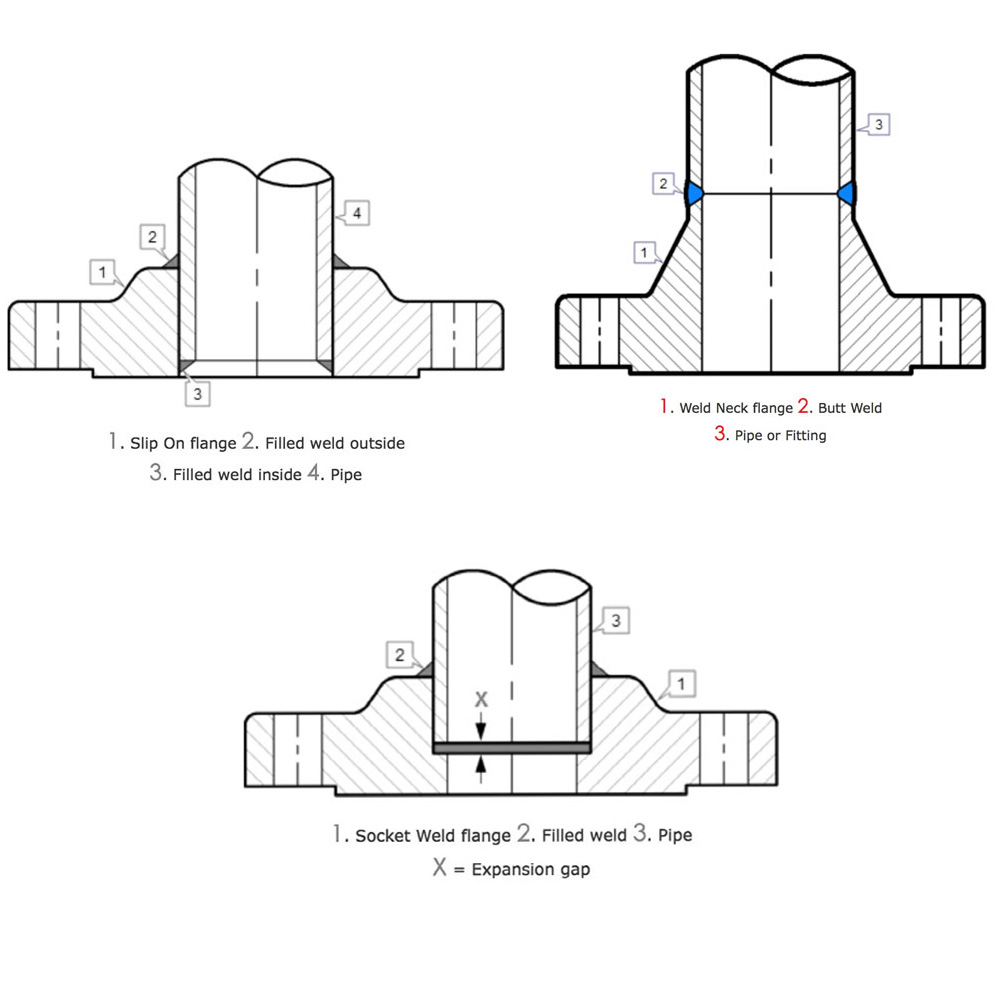
1. Lapos hegesztés, tompahegesztés és dugós hegesztő karima
A csőkarimás hegesztés laphegesztés, tompahegesztés és dugós hegesztő karima formájú
A dugós hegesztés általában behelyezi a csövet akarimahegesztéshez.A tompahegesztés célja a cső és a tompafelület tompahegesztésetompahegesztő karima,A dugós varraton sugárérzékelés nem végezhető, de tompahegesztés igen. Ezért a magas hegesztési érzékelési követelményekhez a tompahegesztő karima használata javasolt.
2. Számos különbség és alkalmazás
Általában a tompahegesztés követelményei magasabbak, mint a dugós hegesztésé, és a hegesztés utáni minőség is jó, de az észlelési eszközök viszonylag szigorúak.A hegesztés a sugárhibák észlelésére, a dugós hegesztés mágneses porral vagy az áthatolási vizsgálat lehet (mint a szénacél mágneses por, a rozsdamentes acél behatolása).Ha a csővezetékben lévő folyadék nem igényel nagy hegesztést, a kényelmes észlelés érdekében ajánlott dugós hegesztést használni.
A dugós hegesztés legtöbb csatlakozási formáját kis átmérőjű szelepeknél és csővezetékeknél, csőszerelvényeknél és csővezeték-hegesztéseknél alkalmazzák.A kis átmérőjű csövek általában vékony falvastagságúak, könnyen illeszthetők és eltávolíthatók, valamint nehezen hegeszthetők, így jobban alkalmasak dugós hegesztésre.Ezenkívül a dugós hegesztés foglalata erősítő hatású, ezért nagy nyomás alatt is használják.A dugós hegesztésnek azonban vannak hátrányai is.Az egyik, hogy a hegesztés utáni feszültségi állapot nem jó, és könnyen előidézhető a hegesztés hiányos behatolása.A csőrendszerben rések vannak.Ezért a dugós hegesztés nem alkalmas a réskorrózióra érzékeny közeghez használt csőrendszerhez és a magas tisztasági követelményeket támasztó csőrendszerhez.Továbbá az ultranagy nyomású csővezetékek, még akkor is, ha a kis átmérőjű csővezetékek falvastagsága is nagy, amennyire csak lehetséges, tompahegesztéssel, a dugós hegesztés elkerülése érdekében.
Röviden: a dugós hegesztés sarokvarratot, míg a tompahegesztés tompavarratot képez.A hegesztési varrat szilárdsági és igénybevételi állapotának elemzése alapján a tompakötés jobb, mint a tompakötés, ezért magas nyomásszint és rossz üzemállapot esetén a tompakötést kell használni.

3. Karima kiválasztása
1. A csővezeték anyagától függően nem szabad kiválasztani a valódi megfelelő karimaanyagot, például rozsdamentes acél csővezetéketszénacél karima ;
2. A csővezeték névleges átmérője ( DN ) és a teljes csővezetékrendszer névleges nyomása ( PN ) szerint a jobbkarimavan kiválasztva.Jelenleg a nemzetközicsőkarimaalapvetően átveszi az amerikai szabványrendszert és az európai szabványrendszert;
3. Az adott munkakörülményeknek megfelelően a karima szerkezetét és formáját választják ki: például lapos hegesztés nyakkal, hurokkarimával stb., és a tömítőfelületnek kiálló felülete van, teljes sík, homorú és domború felület stb. .
A nem szabványos alkatrészeknél a karima specifikációjának tervezési eljárása szerint kell tervezni és gyártani.
Feladás időpontja: 2023.02.20